您好,歡迎訪問(wèn)我們網(wǎng)站,我們?yōu)槟峁B氉⑺苣>咴O(shè)計(jì)服務(wù)!
注塑制品變形、彎曲、扭曲現(xiàn)象的發(fā)生主要是由于塑料成型時(shí)流動(dòng)方向的收縮率比垂直方向的大,使制件各向收縮率不同而翹曲,又由于注射充模時(shí)不可避免地在制件內(nèi)部殘留有較大的內(nèi)應(yīng)力而引起翹曲,這些都是高應(yīng)力取向造成的變形的表現(xiàn)。所以從根本上說(shuō),模具設(shè)計(jì)決定了制件的翹曲傾向,要通過(guò)變更成型條件來(lái)抑制這種傾向是十分困難的,最終解決問(wèn)題必須從模具設(shè)計(jì)和改良著手。這種現(xiàn)象的主要有以下幾個(gè)方面造成:
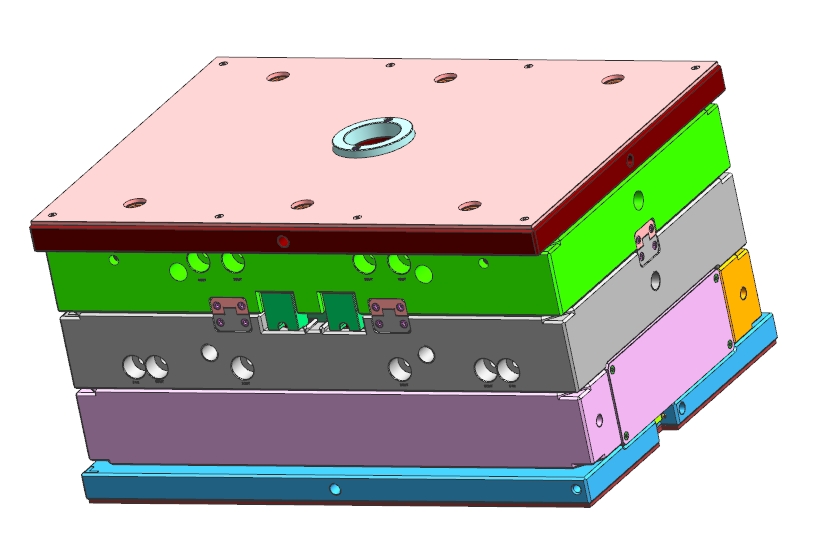
一, 模具方面:
a 制件的厚度、質(zhì)量要均勻。
b 冷卻系統(tǒng)的設(shè)計(jì)要使模具型腔各部分溫度均勻,澆注系統(tǒng)要使料流對(duì)稱避免因流動(dòng)方向、收縮率不同而造成翹曲,適當(dāng)加粗較難成型部份的分流道、主流道,盡量消除型腔內(nèi)的密度差、壓力差、溫度差。
c 制件厚薄的過(guò)渡區(qū)及轉(zhuǎn)角要足夠圓滑,要有良好的脫模性,如增加脫模余度,改善模面的拋光,頂出系統(tǒng)要保持平衡。
d 排氣要良好。
e 增加制件壁厚或增加抗翹曲方向,由加強(qiáng)筋來(lái)增強(qiáng)制件抗翹曲能力。
f 模具所用的材料強(qiáng)度不足。

二, 塑料方面:
結(jié)晶型比非結(jié)晶型塑料出現(xiàn)的翹曲變形機(jī)會(huì)多,加之結(jié)晶型塑料可利用結(jié)晶度隨冷卻速度增大而降低,收縮率變小的結(jié)晶過(guò)程來(lái)矯正翹曲變形。
三, 加工方面:
a 注射壓力太高,保壓時(shí)間太長(zhǎng),熔料溫度太低速度太快會(huì)造成內(nèi)應(yīng)力增加而出現(xiàn)翹曲變形。
b 模具溫度過(guò)高,冷卻時(shí)間過(guò)短,使脫模時(shí)的制件過(guò)熱而出現(xiàn)頂出變形。
c 在保持更低 限度充料量下減少螺桿轉(zhuǎn)速和背壓降低密度來(lái)限制內(nèi)應(yīng)力的產(chǎn)生。
d 必要時(shí)可對(duì)容易翹曲變形的制件進(jìn)行模具軟性定形或脫模后進(jìn)行退米處理。
注塑制品色條色線色花分析
這種缺陷的出現(xiàn)主要是采用色母粒著色的塑料制件較常出現(xiàn)的問(wèn)題,雖然色母粒著色在色型穩(wěn)定性、色質(zhì)純度和顏色遷移性等方面均優(yōu)于干粉著色、染漿著色,但分配性,亦即色粒在稀釋塑料在混合均勻程度卻相對(duì)較差,制成品自然就帶有區(qū)域性色澤差異。
主要解決辦法:
a 提高加料段溫度,特別是加料段后端的溫度,使其溫度接近或略高于熔融段溫度,使色母粒進(jìn)入熔融段時(shí)盡快熔化,促進(jìn)與稀釋均勻混合,增加液態(tài)混合機(jī)會(huì)。
b 在螺桿轉(zhuǎn)速一定的情況下,增加背壓壓力使料筒內(nèi)的熔料溫度、剪切作用都得到提高。
c 修改模具,特別澆注系統(tǒng),如澆口過(guò)寬,融料通過(guò)時(shí),紊流效果差,溫度提升不高,于是就不均勻,色帶模腔,應(yīng)予改窄。
服務(wù)熱線
掃碼二維碼
立即聯(lián)系
版權(quán) ? 2024-2099 昆山市周市鎮(zhèn)中正通模具設(shè)計(jì)中心 .保留所有權(quán)利. ICP備案:蘇ICP備2022004992號(hào)-1 公安備案:![]() 蘇公網(wǎng)安備32058302001726
蘇公網(wǎng)安備32058302001726
電話聯(lián)絡(luò)